




Hệ thống servo đuổi dao trong thiết bị tự động hóa xây dựng


Giới thiệu sản phẩm:
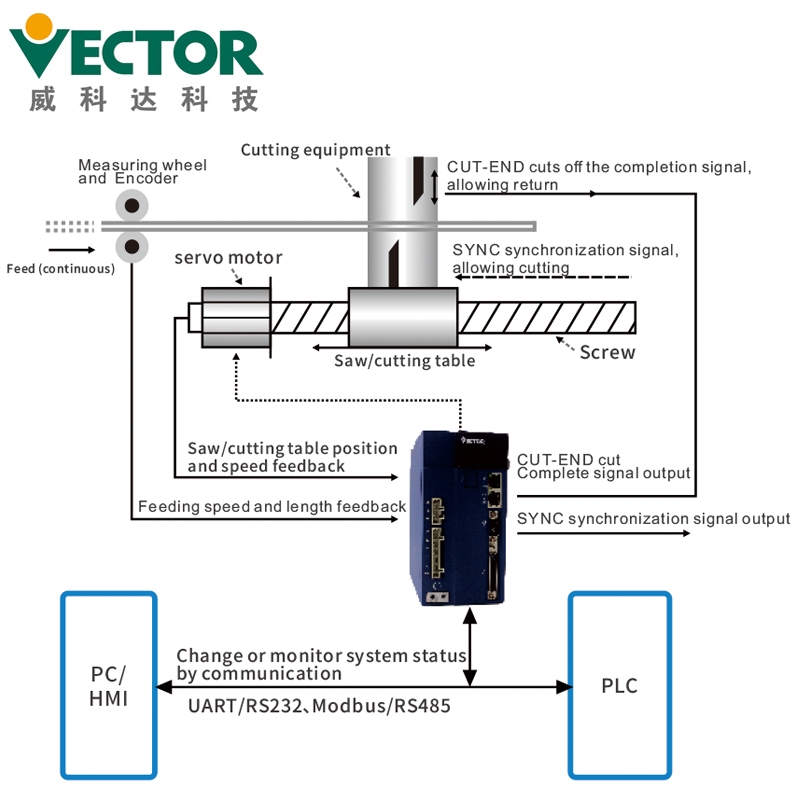
Servo đặc biệt cắt đuổi VEC-VCF có chức năng điều khiển cắt đuổi tự động.Với tốc độ nạp vật liệu đã xử lý, tốc độ tiến của bàn cưa được điều khiển tự động.Khi đạt đến độ dài đã đặt, nó sẽ đi vào vùng đồng bộ hóa và gửi tín hiệu cắt để xử lý. Sau khi đối tượng được cưa ra, tín hiệu hoàn thành cắt được phát ra và bàn cưa nhanh chóng quay trở lại điểm gốc để chuẩn bị cho lần cắt tiếp theo.Sản phẩm phù hợp với: tất cả các loại thanh, ống, cố định chiều dài cấu hình ép đùn, làm đầy/phun và các thiết bị xử lý đặc biệt khác cần di chuyển cùng với chi tiết gia công.
Tính năng sản phẩm:
1. Tự động tìm gốc tọa độ cơ học (phương pháp tọa độ tuyệt đối);
2. Chạy tiến và lùi, tùy ý chỉ định nguồn gốc của máy (phương pháp tọa độ tương đối);
3. Chức năng tăng tốc đường cong chữ S tự động theo dõi tốc độ nạp của đường chính
và tính toán tải trước
4. Trong quá trình tăng tốc đường cong S, bù mô-men xoắn cũng có thể được sử dụng để nhanh chóng đồng bộ hóa và giảm lỗi cắt;
5. Đường cong S bốn đoạn (tăng tốc/giảm tốc về phía trước, tăng tốc/giảm tốc ngược lại), có thể được đặt riêng lẻ;
6. Nhận dạng dấu in và tự động sửa chiều dài cắt;
7. Cung cấp cài đặt Mark-Window để in dấu chấm câu nhằm nâng cao khả năng nhận dạng Mark;
8. Chức năng quản lý đơn hàng, bốn nhóm đơn hàng có thể chuyển đổi tại Will.
Thông tin chi tiết sản phẩm:




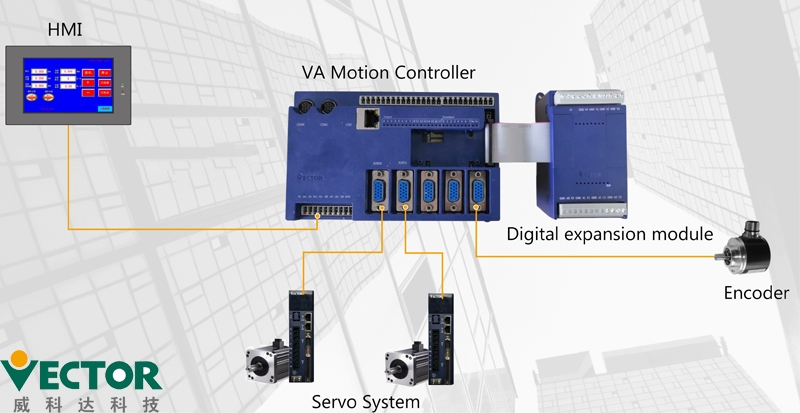
Phần kiểm soát:
Bộ điều khiển chuyển động: VEC-VA-MP-005MA
Mô-đun mở rộng IO: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
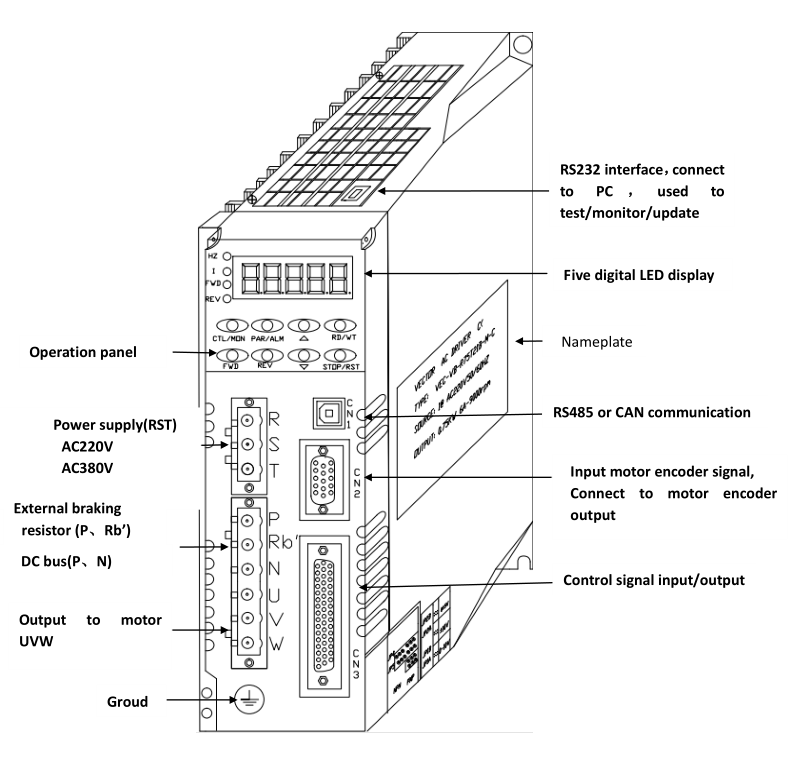
Phần truyền động servo: Trình điều khiển servo kéo: VEC-VC-022H33D-M-CA
Trình điều khiển servo uốn: VEC-VC-02733H-ME
Phần động cơ servo: Động cơ servo kéo: 200FMB-01520E33F-MF2IA
Động cơ servo uốn: 180ME-4R415A33F-MF2K
Hiệu suất thiết bị:
Máy uốn vòng sử dụng bộ điều khiển chuyển động VA làm bộ điều khiển, có chu kỳ quét và phản hồi cao
Tối thiểu là 1ms, toàn bộ hành động xử lý nhẹ nhàng và tác động lên máy ít hơn.Việc kiểm soát làm cho
Cho ăn trước và uốn trước có thể giảm thời gian xử lý tương ứng một cách hiệu quả.Lấy kiềng 200*200 làm ví dụ,
Phép đo thực tế có thể được hoàn thành chỉ trong 3,3 giây, đạt hơn 18 giây mỗi phút và hiệu quả được so sánh với phiên bản PLC - trình tự 4 giây đã được giảm đáng kể